")
Този вид техника представлява най-съвършеният метод за производство на карбонови изделия от матрица. Препрег /prepreg/ карбонов плат е съкратеното наименование не преимпрегниран карбонов плат /pre-impregnated carbon fiber fabric/. Буквално преведено този материал представлява стандартен карбонов плат с предварително импрегнирана епоксидна смола в себе си.
Обичайно съдържанието на смола в препрег карбоновите тъкани е 42%, но може да варира според производителя. Класическият препрег е винаги от карбонови тъкани, но разбира се препрег може да бъде и кевлар /арамид/, фибростъкло във всичките си видове и форми, натурални композити (лен, коноп и др.), както и други специални композитни материали.
Препрег карбоновите тъкани се разделят на два вида - за автоклав (камера за топлина и налягане) - /Autoclave prepreg/ и за извън автоклав (за фурни) - /Out-of-Autoclave prepreg/ или /Oven cure prepreg/. При нас може да намерите препрег за фурни, който е предназначен за по-малките производители на карбонови изделия.
Като всеки материал разбира се и този има своите предимства и недостатъци.
Предимства:
-
Перфектно машинно ламинирано съдържание на епоксидна смола, гарантираща еднаква консистенция в изделието
-
Лесно ламиниране в матрица без необходимост от ръчно добавяне на течна епоксидна смола
-
Бързо втвърдяване посредством изпичане, спомагащо за производство на много бройки от една матрица
-
Подходящ за изработка на високотемпературни матрици (виж статия "Високотемпературни матрици")
-
Гладък финиш без необходимост от шлайфане и полиране
Недостатъци:
-
Необходимост от температурна обработка (изпичане), между 80°C и 130°C
-
Необходимост от високотемпературна матрица
-
Съхранение във фризер при -18°C
Разбира се тези недостатъци са съвсем приемливи в случай че планирате производство на партиди от карбонови изделия в повече бройки. В домашна обстановка е съвсем лесно използването на препрег карбон. Необходимо е единствено да се снабдите с отоплителен уред - печка, фурна или друг вид топлинна камера с контрол на изпичането, както и високотемпературна матрица - от алуминии или полиуретанов блок. Всичко останало се препокрива със стандартно вакумиране на карбонови изделия.
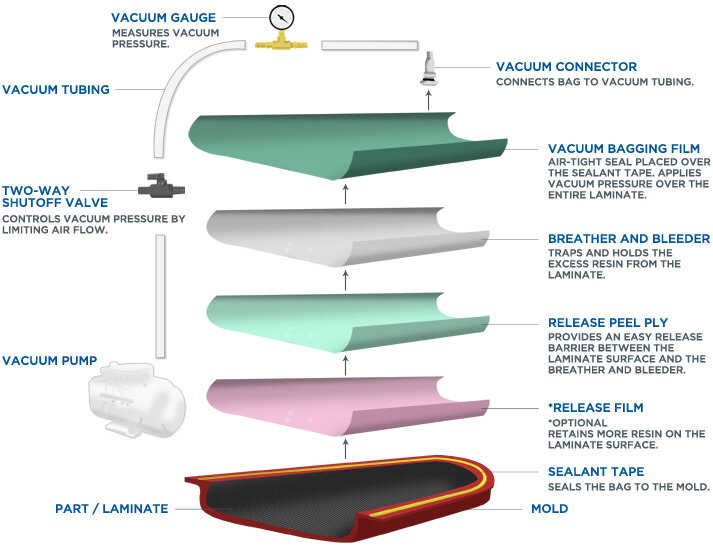
При вакумирането на препрег елементите трябва да бъдат пордредени по следната схема:
СТЪПКА 1: ПОДГОТОВКА
След като разполагате с високотемпературна матрица (прочетете статия "Високотемпературни матрици"), може да започнете с отделителя. Много важно е да използвате многократен отделител, пригоден за високи температури.
ВАЖНО: еднократният PVA и стандартната вакса не са предназначени за изпичане на препрег - те издържат максимум до 50-60°C.
Единственият вариант е да използвате течен солвентен отделител на американският бранд ChemTrend - Прозрачен отделител Chemlease. Всъщност този отделител е едната част от трите компонента на комплекта, които съдържа Cleaner GP (силен почистващ агент, премахващ всички замърсявания и петна по матрицата), Chemlease отделител (многократен отделител за матрици) и Sealer GP (запечатващ агент, предназначен да затвори цялата система и да не остане отделителя по първите изделия). В случай, че не планирате да изкарате повече от няколко изделия от матрицата не е задължително да използвате трите компонента, достатъчен ви е само отделителя. Ако държите да подготвите матрицата си за множество отделяния (над 30-40 пъти без повторно полагане) може да си закупите и трите компонента.

След като сте готови с отделителя може да пристъпите към следващата стъпка.
СТЪПКА 2: ПОЛАГАНЕ НА ПРЕПРЕГ
След като имате готова подготвена матрица може да започвате с реденето на пластовете препрег. Уверете се, че препрега ви е "пресен" - той трябва да е лепкав, а не сух или мокър. Ако е сух - значи че вече е изсъхнал (случва се ако е държан на топло дълго време), ако е мокър - значи още е замразен. Оставете препрега за няколко минути на стайна температура да се аклиматизира и да се отпусне. След което сте готови да положите първия слой. Използвайте пластмасова шпатула, дървена лъжица или друг инструмент, който няма остри ръбове за да притиснете първият слой плътно към матрицата. Смачкайте ръбчетата и вдлъбнатините, където ги има, за да си гарантирате качествен финиш без дупки след като изделието е готово.

След първият слой укрепете изделието с колкото слоя сте предвидили. Обичайно се използва 245гр/м2 за първи слой, а след него 600гр/м2 за удебеляване, но може да си използвате и само стандартният 245гр/м2. Укрепете изделието там, където прецените че е необходима по-голяма дебелина.

След полагане на последния слой сте готови за обличане с вакуум консумативи.
СТЪПКА 3: ПОЛАГАНЕ НА КОНСУМАТИВИ
Редите материалите и консумативите по образеца на горепосочената схема, или именно:
- Препрег карбонов плат
- Неперфориран отделителен филм
- Дишащ плат
- Вакуум лента
- Вакуум найлон
- Алуминиев вакуум конектор
Подреждате плътно и внимателно консумативите един след друг, след което поставяте и алуминиевият вакуум конектор и запечатвате плътно с вакуум лентата по краищата.

СТЪПКА 4: ВАКУМИРАНЕ И ИЗПИЧАНЕ
Вакумирате целият пакет с вакуум помпата и се уверявате, че всичко е плътно изолирано. След пълен вакуум може да оставите пакета за няколко минути и да проверите дали изпуска отнякъде въздух. Ако не - сте готови да изпечете пакета според характеристиката на препрега.

СТЪПКА 5: РАЗОПАКОВАНЕ И ПОЧИСТВАНЕ
След втвърдяване на препрега в матрицата и пълно изстиване може да разопаковате всичко. Изкарвате карбоновото изделие от матрицата и зачиствате излишъците с дремел (малък шлайф) или при наличие с ЦНЦ фреза. Карбоновото изделие е готово. Ако имате голяма партида от изделия може да настроите ЦНЦ фрезата в модел за зачистване, изработен от дърво (MDF) или полиуретанов блок (SikaBlock), където да поставяте карбоновото изделие извадено от матрицата и да пускате фрезата да зачиства.










")
")

")


